![]()
8-909-157-73-66
8-909-672-86-65
EMail: c-lmk@yandex.ru
Достоинства плазменной резки металла
Достоинство и технология плазменной резки.
Воздушно-плазменная резка – широкоиспользуемый процесс, который заключается в плавлении металла теплом сжатой плазменной дуги, при этом расплавленный мелалл выдувается плазменной струей.
Данная технология из-за своей простоты, скорости, качества является одним из самых распространенных и применяется во всех отраслях промышленности. Резку различных типов металлов, а также дополнительную обработку металла вы можете заказать на нашем сайте www.plasmarezka.ru
В момент плазменной резки металла электрическая дуга в сочетании с ионизированным газом образуют плазму, которая является рабочим телом для процесса резки. За качество, устойчивость и точность дуги отвечает плазматрон, установленный на станке.
Что такое плазма?
Плазма - это ионизироанный, проводящий электрический ток газ, высокой температуры и среднего давления. Плазмотрон обеспечивает преобразование обычной электрической дуги в плазменную путем сжатия дуги и подачи в точку образования токопроводящего газа.
Стандартная температура дуги составляет 6000-8000 оС. При подаче сжатого ионизированного газа температура может достигать 30000 оС.
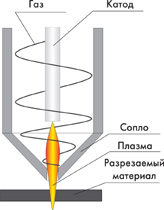
Схема работы
Метод плазменной резки металла возможен только для токопроводящих материалов. Внутри плазматрона находится катод, анодом является разрезаемый токопроводящий металл. При повышении напряжения происходит пробой расстояния между катодом и анодом и зажигается электическая дуга, которая преобразуется в плазменную подачей плазмообразующего газа. В момент резки металла газ нагревается до необходимой температуры и практически мгновенно, за доли секунды расплавляет металл. Остатки расплавленного металла выдуваются из зоны реза плазмообразующим газом.
Плазменная резка металла, цены на которую вы можете посмотреть здесь подразделяется на два способа: резка дугой прямого действия и резка дугой косвенного действия. Основное отличие между двумя этими способами заключается в месте горения дуги. При резке металла дугой прямого действия, который собственно и является основным, дуга горит между электродом плазматрона и разрезаемым металлом. Если происходит резка металла дугой косвенного действия, т.е. только плазменной струей, то дуга образуется внутри плазмотрона и подается газом высокого давления на обрабатываемый металл. При этом сам обрабатываемый металл в образовании дуги не учавствует. Высокотемпературная плазма, образующаяся в плазмотроне, вылетает из него на высокой скорости и позволяет обрабатывать, резать материалы, которые сами по себе не являются электрическими проводниками.
Базовый метод. Плазменно–дуговая резка
Используется для резки токопроводящих материалов, в основном при резке черных металлов. Основой резки является плазмотрон, в котором создаются все необходимые условия для зажигания сначала электрической а потом и плазменной дуги. Цилиндрическая форма и малый диаметр выходного отверстия позволяют создать требуемое давление и скорость выхода плазмообразующего газа. Для упрощения процесса поджига сначала зажигают так называемую "дежурную дугу" которая образуется между электродом и наконечником плазмотрона. Выдуваемый факел плазмы касается поверхности разрезаемого металла и в этот момент возникает основная режущая дуга. Дежурная дуга в этот момент автоматом отключается. Стандартная скорость газа плазмы при резе металла достигает 3 км/сек, а температура плазменной дуги до 30 000 °С. Температура и скорость таких значений достигают за счет резкого увеличения в объеме нагреваемого газа.
При нагреве газ ионизируется, улучшается его токопроводность, а объем обеспечивает на выходе из сопла большую скорость. Соответственно скорость режущей плазмы прямо пропорциональна силе тока и увеличению объема газа от нагрева и обратна пропорциональна диаметру сопла плазматрона. Как пример, при силе тока 250А скорость плазмы достигает примерно 800-850м/с.
Рассчитать тепловая мощность, требуемую для плав необходимая для выплавления металла рассчитывается по формуле
qp =Vp-F-e-c-[(Tпл.+Т0)+q] -4.19
Где:
qp - эффективная тепловая мощность
Vр – скорость резки (см/с);
F – площадь поперечного сечения зоны выплавляемого металла (см2);
γ – плотность металла (г/см3);
с – теплоемкость металла, Дж/(г•°С);
Тпл – температура плавления металла (°С);
T0 – температура металла до начала резки (°С);
q – скрытая теплота плавления (°С).
Наибольшей популярностью для изготовления электродов пользуются медь, вольфрам, гафний. Медь и вольфрам также применяются в изготовлении сопла плазмотрона. Не сложно заметить, что для каждого металла существует нижний порог, когда процесс резки не возможен.
Газы и плазменная резка металла
Основными газами, которые применяются для образования плазменной резки являются Ar, H2, O2, N2, CO2., (Аргон, Водород, Кислород, Углекислый газ) и они влияют на все характеристики плазменной резки металла. Выбор смеси влияет на скорость и качество резки. От газовой смеси зависит выбор типа плазмотрона.
Подбором газообразующей смеси обеспечивают более качественный рез и правильные параметры нагрева и удаления распллавленного металла из зоны реза. От выбора газовой смези зависит чистота реза, наличия или отсутствие наплывов на металле готового изделия, особенно на кромках. В основном выбор той или иной смеси определяется толщиной металла и требованиям по качеству реза - чем толще металл, тем точнее и правильнее надо подбирать смесь.
Плазмообразующая смесь влияет на стоимость резки металла. Очевидно, что сжатый воздух дешевле аргоновой смеси. Однако в ряде случает применение сжатого воздуха приводит к некачественному резу металла или в принципе недопустимо. Выбор смеси влияет на типы применяемых плазмотронов и их характеристики и расход
Для каждого типа металла и его толщины рекоменуется применять определенную плазмооьразующую смесь.
Резка алюминия и его сплавов. Максимальная толщина до 120мм. Методы плазменной резки алюминия и его сплавов зависят от толщины металла и регулируются параметрами газообразующей смеси и силы тока. При толщине от 5 до 20 мм для резки алиминия применяется азот. При толщине от 20 мм до 100 мм применяется азотно-водородная смесь в которой 65%-68% составляет азот и 32%-35% водорода. При толщине металла более 100 мм используют аргоно-водородную смесь, где 35-50% водород и 45-50 % аргона. Внимание! При ручной резке аргоно-водородной смесью содержание водорода не должно превышать 20%.
Резка меди. Толщина до 80мм. Для резки меди толщиной до 15 мм используют азот. Для резки меди толщиной от 15мм до 40 мм используют воздушную смесь. Для резки меди с выше 40 мм используют аргоно–водородную смесь. При резке меди и медносодержащих металлов необходимо учитывать повышенные параметры теплопроводности и теплоемкости.
Резка латуни. Латунь и содержащие ее сплавы режут аналогичными смесями с медью.
Резка легированных и углеродных сталей. Толщина до 50 мм. При резке легированных, нержавеющих сталей толщиной до 20мм используют азоте. При толщине от 20мм до 50 мм используется азотно-водородная смесь, при соотношении азот-водород 50%-50%.
Низкоуглеродистые металлы. Данный тип сталей толщиной до 20 мм режут на сжатом воздухе. Для резка металлов свыше 20 мм лучше использоватьь азотно–водородные смеси.
Высокоуглеродистые стали. Данный тип сталей при толщине до 40-50мм режут в сжатом воздухе. При толщине более 50 мм необходимо использовать кислородную и азотно-кислородную смесь.
Недостатки и преимущества плазменной резки металлов
Универсальнось применения плазменной резки по сравнению почти аналогичной газовой резкой обеспечивается рядом преимуществ. Это возможность резать такие металлы как алюминий, чугун, медь и ее сплавы. Более высокая точность уменьшает требования к дополнительной механической обработке изделий.
Плазменная резка обладает более высокой скоростью по сравнению с газовой резкой и экологической чистотой. Т.к. для большинства применений в плазменной резке металлов подходит обычный сжатый воздух, то это обеспечивает экономическую выгоду, в сравнении с газовой.
Недостатком плазменной резки является более высокая стоимость оборудования. Заметим, что обработку металлов свыше 100 мм рекомендуется выполнять газовой резкой.
Основными преимуществами плазменной резки металла являются:
- Скорость резки;
- Высокое качество поверхности реза;
- Минимальные или отсутствующие деформации металла и его коробления;
- Не требуется дополнительное газобаллонное оборудование;
- Дешевый газ/газы;
- Резка любых токопроводящих материалов;
- Минимальная зона термического нагрева, особенно по сравнению газовой резкой;
- Плазменная резка не дает эффекта закалки поверхности реза.